
A double-drum rewinder winds at high speed with the finished roll supported between two bottom rolls. Those rolls are not meant to spin as one: the front and rear bottom rolls carry a controlled torque difference, and that difference is what sets the winding hardness of the finished roll. Get it wrong and the roll is too soft (it collapses in storage) or too hard (the core crushes and the outer layers spring).
As the roll builds, its radius and inertia grow, so the torque split has to be recomputed continuously to keep the hardness target. Our drive does this against encoder closed-loop speed feedback on each roll motor, while the rider roll regulates nip pressure and the unwind holds constant tension — three loops acting together from empty core to finished roll.
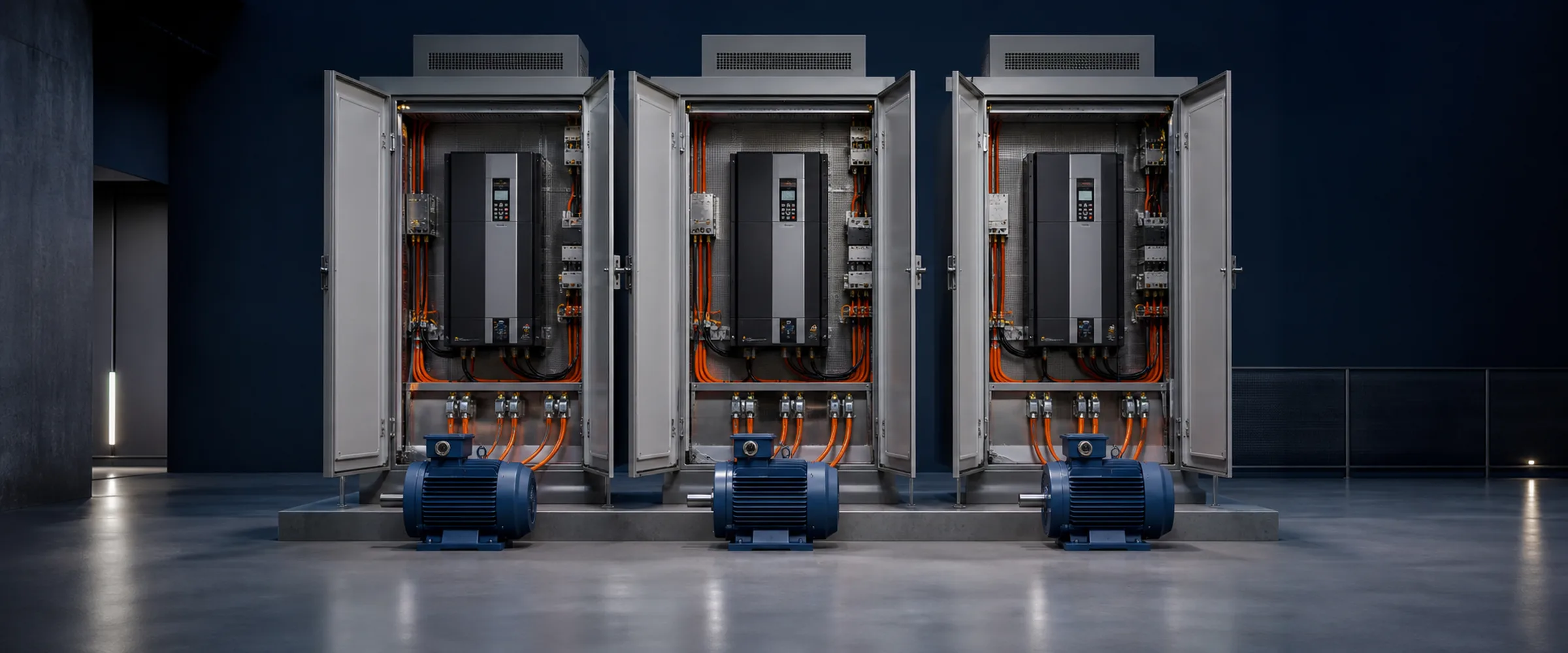
On a wide, high-speed line such as a 5360 mm, 2200 m/min rewinder, this coordination runs on the common-DC-bus backbone: the bottom-roll, unwind and lead-roll inverters share one bus fed by a regenerative rectifier, with a SIMATIC S7-1500 PLC coordinating torque difference, tension, nip pressure, diameter counting and deceleration stop over PROFINET.